

Dobór parametrów przy spawaniu elektrodą topliwą
Do podstawowych parametrów spawania elektrodą otuloną zalicza się :
a) Rodzaj i natężenie prądu spawania
Spawanie elektrodą otuloną może być prowadzone prądem stałym z biegunowością ujemną, biegunowością dodatnią oraz prądem przemiennym. Rodzaj prądu i biegunowość zalezą od rodzaju elektrody i są podawane w katalogach producenta elektrod oraz na etykiecie opakowania elektrod. W przypadku spawania prądem stałym biegunowość decyduje o: prędkości stapiania elektrody, głębokości wtopienia, charakterze przenoszenia metalu w łuku oraz o rozkładzie ciepła w łuku elektrycznym.
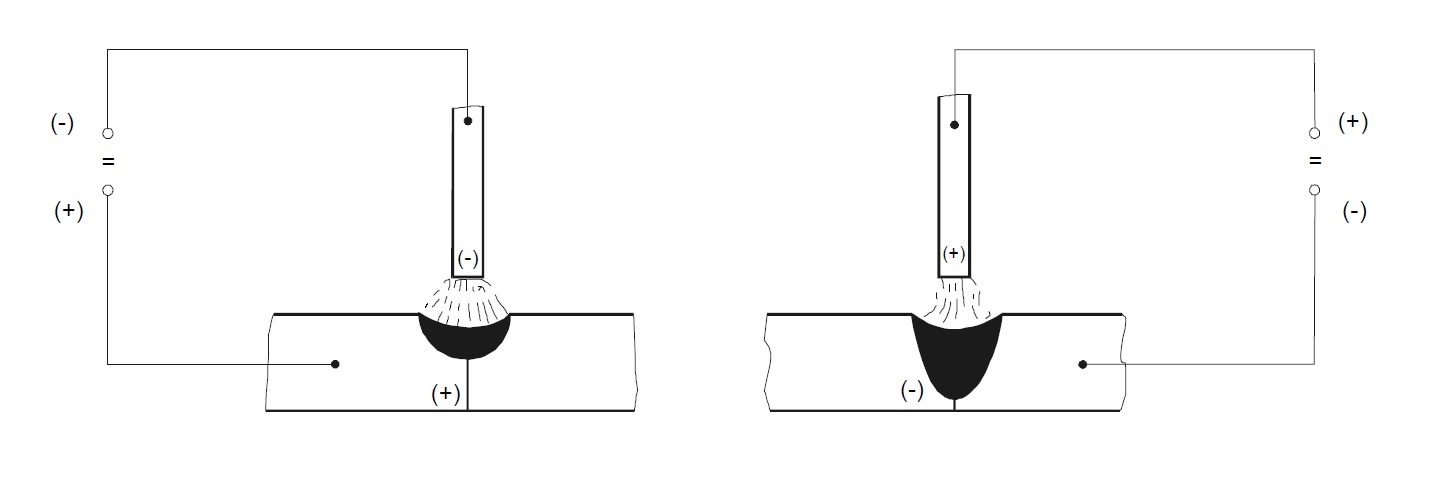
Rys. 1 Wpływ biegunowości prądu stałego na kształt ściegu spoiny przy spawaniu elektrodą otuloną
Podczas spawania elektrodami otulonymi z zastosowaniem prądu stałego może dojść do niekorzystnego odchylenia łuku, tzw. zjawiska ugięcia łuku, które jest przyczyną tworzenia się rozprysków, przyklejeń i braku przetopu. Zjawisko to jest spowodowane oddziaływaniem linii sił pola magnetycznego na łuk spawalniczy, które są indukowane w wyniku przepływu prądu przez spawany materiał.
W celu ograniczenia niekorzystnego oddziaływania zjawiska ugięcia luku należy:
-
- zmienić rodzaj prądu spawania na przemienny, szczególnie gdy spawa się prądem powyżej 250 A,
-
utrzymywać krótki łuk podczas spawania,
-
zmniejszyć natężenie prądu, co wiąże się ze zmniejszeniem prędkości spawania,
-
zastosować na długości złącza spawanego kilka spoin sczepnych,
-
zmienić kąt ustawienia elektrody względem złącza spawanego przez pochylenie elektrody w kierunku ugięcia łuku,
-
wykonać odmagnesowanie przedmiotu spawanego,
-
doprowadzić jednocześnie prąd w kilku miejscach.
Natężenie prądu spawania decyduje o głębokości wtopienia i prędkości stapiania. Jeżeli średnica elektrody jest stała, to wraz ze wzrostem natężenia prądu zwiększa się energia liniowa łuku, wydajność stapiania oraz głębokość, szerokość i długość jeziorka spawalniczego. Gdy natężenie prądu jest zbyt wysokie, wówczas elektroda stapia się bardzo szybko i powiększa znacznie objętość jeziorka spawalniczego, co prowadzi do tworzenia się niezgodności spawalniczych w postaci podtopień. Zbyt małe natężenie prądu jest przyczyną braku przetopu i nieregularnego kształtu spoiny.
Natężenie prądu dobiera się w zależności od rodzaju elektrody i jej średnicy, rodzaju spawanego materiału, pozycji spawania, rodzaju prądu i od techniki układania poszczególnych ściegów. Wartość natężenia prądu przyjmuje się zazwyczaj na podstawie danych katalogowych producenta elektrod lub zakresu wartości znajdujących się na etykiecie opakowania elektrod. Natężenie prądu spawania można w przybliżeniu przyjmować wg zasady: 30 ÷ 40 A na 1 mm średnicy rdzenia elektrody lub wyznaczyć wg wzoru: I = (20 + 6d)d A, przy czym zależność ta odnosi się do elektrod o średnicy d = 3 ÷ 6mm.
b) Napięcie łuku
Napięcie łuku jest parametrem wynikowym zależnym od długości łuku, rodzaju otuliny i natężenia prądu. Długość łuku podczas spawania elektrodą otuloną, w zależności od pozycji spawania, średnicy i rodzaju elektrody, powinien być utrzymywany w granicach (0,5 ÷ l,l)d mm. Napięcie łuku wpływa na charakter przenoszenia metalu w łuku, prędkość spawania oraz na głębokość wtopienia. Wraz ze wzrostem długości łuku zwiększa się napięcie łuku i ilość rozprysków, a łuk staje się mniej stabilny i bardziej wrażliwy na zjawisko ugięcia łuku. Gdy łuk jest zbyt krótki, nie dochodzi do wytworzenia odpowiedniej ilości ciepła niezbędnego do przetopienia materiału rodzimego, a łuk jarzy się niestabilnie z częstymi zwarciami.
Umowne napięcie robocze [V] = 20 + 0,04I - dla spawania łukowego ręcznego
c) Prędkość spawania
Prędkość spawania można rozważać jako prędkość przemieszczania się końca elektrody oraz jako prędkość wykonywania jednego metra złącza i wtedy uwzględnia się wszystkie czasy pomocnicze związane m.in. z czasem wymiany elektrody, odbijania młotkiem żużla i czyszczenia każdego ściegu, np. szczotką drucianą. Parametr prędkość przemieszczania się końca elektrody jest brany pod uwagę przede wszystkim przy liniowym ruchu elektrody. Prędkość spawania zależy głównie od umiejętności spawacza, pozycji spawania, rodzaju elektrody oraz od wymaganego przetopu. Zbyt duża prędkość spawania wpływa na szybkie krzepnięcie jeziorka spawalniczego - spoina jest wąska i nieregularna. Mała prędkość spawania powoduje, że spoina jest zbyt wysoka i szeroka.
d) Średnica elektrody
Średnica elektrody otulonej decyduje o kształcie ściegu spoiny, głębokości wtopienia i możliwości spawania w pozycjach przymusowych. Doboru średnicy elektrody dokonuje się w zależności od grubości spawanego elementu, pozycji spawania i kolejności układania ściegów, przy czym pozycja spawania jest najważniejszym czynnikiem decydującym o doborze średnicy elektrody. Zasadą jest, aby średnica elektrody była mniejsza niż grubość spawanego materiału. Z ekonomicznego punktu widzenia średnica elektrody powinna być jak największa, zwłaszcza do wykonywania warstw wypełniających.
e) Położenie (pochylenie) elektrody w stosunku do złącza
Pochylenie elektrody w stosunku do złącza decyduje o głębokości wtopienia, szerokości lica oraz kształcie nadlewu.
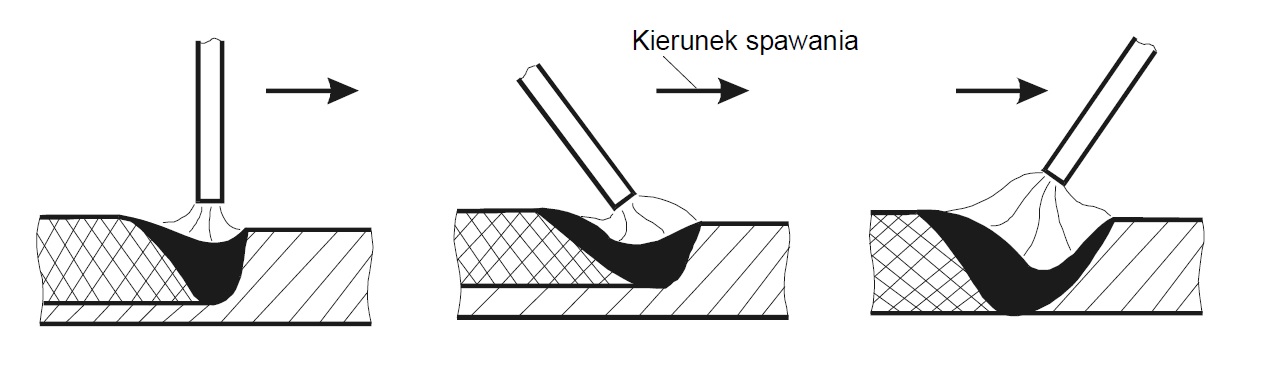
Rys. 2 Wpływ pochylenia elektrody otulonej na kształt spoiny
Literatura
[1] Pod redakcją Prof. dr hab. inż. Jana Pilarczyka „Poradnik Inżyniera - Spawalnictwo” tom II, Wydawnictwa Naukowo-Techniczne, Warszawa 2005r.
[2] Pod redakcją Prof. dr hab. inż. Jana Pilarczyka „Poradnik Inżyniera - Spawalnictwo” tom I, Wydawnictwa Naukowo-Techniczne, Warszawa 2003r.
[3] Edward Dobaj " Maszyny i urządzenia spawalnicze" Wydawnictwa Naukowo-Techniczne, Warszawa 2005r
